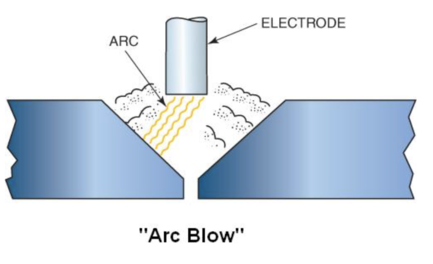
아크 용접에서 자성물질을 용접할 때 아크의 편향 또는 소멸을 동반할 때가 있다. 만일 용접이 성공적으로 행하여지더라도 이러한 현상들로 인해 과도한 스패터, 불완전 용융, 불균일한 비드를 형성하거나 내부결함을 유발시킬 수 있다. 이를 자기불림, 아크쏠림이라고 한다.
II. 발생원인
아크가 자장의 영향을 받아 용접점을 이탈하는 현상을 말하며, 용접 중에 전류가 만드는 자장이 평형을 잃어버릴 때 자장이 아크에 작용하여 아크가 정상상태에서 벗어나 용접점이 밖으로 벗어나느 현상을 말한다. 전류가 흐르는 도체 주위에는 어떤 방향으로 자장이 발생되며, 그 방향은 가장 저항이 적은 통로를 빠져나가게 된다. 판재 용접의 경우 판재 양쪽 끝 부위에서 아크가 내부로 향하여 강하게 흡인되는 데 반해, 중앙부분에서는 아크 쏠림이 발생하지 않으며 이것은 주로 봉 주위의 판 내에 있는 자장이 용접선의 시작부와 끝 부위에 비대칭현상이 심하기 때문이다.
1. 전류가 용접봉으로부터 모재를 통해 접지로 나갈 때 전류 경로의 방향 전환에 의한 자기불림 발생 2. 자성재료의 용접에 있어서 용접봉의 위치가 모재에 대하여 한쪽으로 치우쳐 있을 때 자기불림 발생
III. 발생위치
전기적 자장의 생김과 아크쏠림의 위치는 용접의 시작과 끝부분에서 내부를 향하여 강하게 끌린다.
IV. 자기불림 발생 시 문제점 1. 아크가 불안정하다. 2. 기공이 발생한다. 3. 슬래그가 섞인다. 4. 용착금속의 재질변화가 발생할 수 있다. 5. 비드 형상이 불량하다. 6. 큰 스패터가 발생할 수 있다. 7. 언더컷이 발생할 수 있다.
V. 방지대책 1. 교류 용접기를 사용한다. 2. 큰 가용접부 또는 이미 용접이 끝난 용착부로 향하여 용접한다. 3. 후진법을 사용한다. 4. 접지점을 용접부에서 멀리한다. 5. 짧은 아크를 사용한다. 6. 용접봉 끝을 아크쏠림 반대방향으로 기울인다. 7. 받침쇠, 긴 가접부, Seam의 처음과 끝에 앤드탭을 사용한다. 8. 전원을 2개로 연결한다. 9. 접지 케이블이 감기지 않도록 한다. 10. 접지를 점검하고 녹, 페인트 등의 방해물이 없도록 한다. 11. 치구의 아크 근방은 비자성체로 만든다.

댓글